Nylon, technically polyamide (PA), is the engineering plastic most design teams reach for first when a part needs to survive friction, repeated loading, or under-hood heat. It molds into gears, automotive connectors, and cable ties that outlast cheaper alternatives by years. The catch is moisture: PA absorbs water from the air, and that absorption changes the part's dimensions and mechanical behavior in ways that surprise engineers who only checked the dry-as-molded datasheet.
This guide covers what PA actually is, how PA6 and PA66 differ, the processing window that keeps moisture under control, and where each grade fits in a real production part.

What Is PA, and Which Grades Matter?
PA is a semi-crystalline polymer built from repeating amide groups, and that crystalline structure is what gives it strength and wear resistance. The amide groups are also polar, which is why PA absorbs moisture from humid air far more readily than amorphous plastics like ABS or PC.
PA6 vs. PA66: The Core Trade-Off
PA6 processes at a lower melt temperature, flows more easily, and costs less per kilogram, which makes it the default choice for general-purpose parts. PA66 trades some of that processing ease for a higher melting point and greater stiffness, which is why it shows up in under-hood automotive parts that PA6 cannot survive.
Moisture behavior is where the two diverge most. A controlled study of injection-molded PA6 and PA66 components found weight gains of 1.25% for PA6 and 0.95% for PA66 after exposure to humid conditions, with an average dimensional error of 12% for PA6 against just 3% for PA66 across the tested feature set [1]. In practice, that means a PA66 part holds a tighter tolerance band in a humid warehouse or outdoor enclosure than the same geometry molded in PA6.
Filled and Modified Variants
Unfilled PA6 and PA66 cover general mechanical duty, but most production parts use a modified grade:
- Glass-filled (GF15-GF50): adds stiffness and reduces moisture-driven dimensional change, at the cost of anisotropic shrinkage
- Mineral-filled: improves dimensional stability with less anisotropy than glass fiber, but lower tensile strength
- Impact-modified ("super tough"): trades some stiffness for significantly higher notched impact resistance, useful for snap-fit housings that see drop events
Mechanical and Thermal Profile
PA's mechanical numbers shift dramatically depending on moisture content and fiber loading, so a single "PA is strong" claim is not useful without the specific grade attached.
How Glass Fiber Changes the Numbers
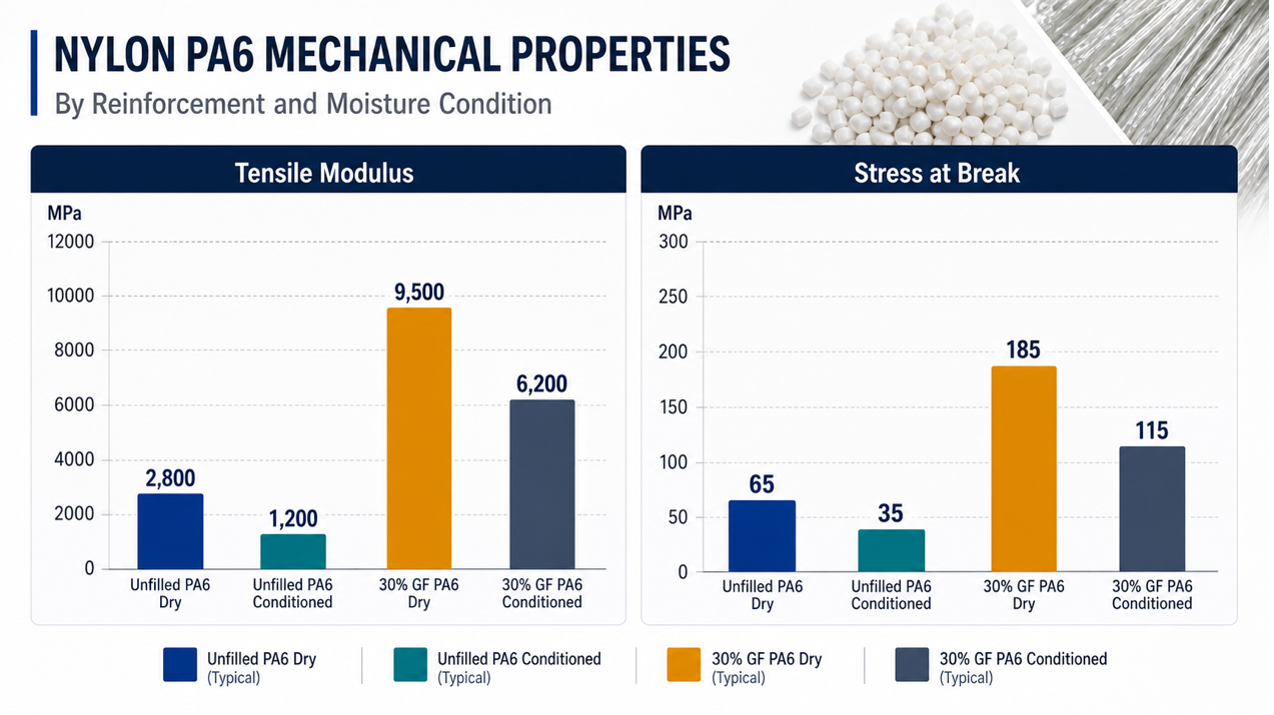
A 30% glass-fiber-reinforced PA6 (BASF Ultramid B3EG6) shows a tensile modulus of 9,500 MPa dry versus 6,200 MPa moisture-conditioned, and stress at break drops from 185 MPa dry to 115 MPa conditioned. That roughly 35% strength drop between the dry-as-molded state and the moisture-equilibrated state is the single most important number in PA design. Specs pulled straight from a dry datasheet without accounting for conditioning will overstate real-world performance.
Service Temperature Limits
Heat resistance also depends on the fiber package. A 30% glass-fiber PA6 grade (Ultramid B3WG6) carries a short-cycle maximum service temperature of 200°C and a deflection temperature under load (HDT B, 0.45 MPa) of 220°C. For continuous long-term exposure, the same datasheet lists a temperature index of 175°C for 50% tensile-strength retention after 5,000 hours, dropping to 145°C after 20,000 hours. That gap is a reminder that "service temperature" numbers are time-dependent, not a single fixed ceiling.
Quick comparison: unfilled vs. 30% glass-filled PA6
|
Property |
Unfilled PA6 (typical) |
30% GF PA6 (Ultramid B3EG6/B3WG6) |
|
Tensile modulus (dry) |
Lower, more flexible |
9,500 MPa |
|
Stress at break (dry) |
Lower |
185 MPa |
|
Molding shrinkage, parallel |
Higher, more isotropic |
0.2% |
|
Molding shrinkage, normal |
— |
0.7% |
|
HDT B (0.45 MPa) |
Lower |
220°C |
|
Max. service temp (short cycle) |
Lower |
200°C |
Processing Guide: Controlling Moisture from Pellet to Part
Every PA processing rule traces back to one constraint: keep moisture out of the melt until the part is shaped and cooling.
Why Pre-Drying Is Non-Negotiable
PA pellets absorb moisture during storage, and molding wet pellets causes hydrolytic degradation in the barrel, not just a cosmetic defect. DuPont's molding guide for Zytel PA66 resins notes that at melt temperatures above 315°C or with long cycle times, pellet moisture as low as 0.1% may still be too high, and recommends desiccant or vacuum hopper dryers rather than ambient air for reliable drying. Regrind that has already been degraded should be discarded rather than reused, since degraded properties cannot be restored by further processing.
Melt and Mold Temperature Windows
PA6 typically processes at a lower melt temperature than PA66, reflecting PA6's lower melting point. DuPont's processing data for an unreinforced part molded at a 2mm wall thickness specifies a melt temperature of 290°C with a hold pressure of 85 MPa as a representative production setpoint. Mold temperature controls crystallinity. A cooler mold locks in a less crystalline, tougher skin; a hotter mold increases crystallinity and stiffness but extends cycle time.
Back Pressure and Screw Recovery
DuPont recommends low to no back pressure for most PA grades, since increasing back pressure raises melt temperature and, for reinforced grades, can break glass fibers and reduce mechanical properties. The lowest back pressure that still produces consistent melt quality is the target, not a fixed universal number.
Where PA Shows Up in Real Parts
|
Sector |
Typical PA application |
|
Automotive |
Engine covers, intake manifolds, connector housings |
|
Electrical |
Connectors, circuit breaker housings, cable ties |
|
Consumer |
Power tool housings, sporting goods components |
|
Industrial |
Gears, bearings, conveyor wear strips |
Choosing PA6 over PA66 for any of these usually comes down to one question: does the part need to hold tight tolerances in a humid or outdoor environment, or is general strength and lower cost the priority?
Design Tips for Nylon Parts
Account for Moisture in Tolerance Stacks
A tolerance analysis that only uses dry-as-molded dimensions will be wrong once the part equilibrates with ambient humidity. Build the expected moisture-driven dimensional shift into the stack-up, especially for snap fits and press fits that depend on a specific interference value.
Keep Wall Thickness Uniform
Differential cooling rates across thick and thin sections cause uneven crystallization, which shows up as warpage after ejection. Uniform wall thickness reduces this risk more reliably than adjusting process parameters after the fact.
Plan for Anisotropic Shrinkage in Glass-Filled Grades
Glass fibers align with flow direction during filling, so a glass-filled PA part shrinks differently along the flow path than across it. The BASF data above shows parallel shrinkage of 0.2% against normal shrinkage of 0.7% for a 30% glass-filled PA6, more than a 3x difference that has to be designed around, not discovered after first-shot parts come off the press.
Getting PA Parts Right in Production
Moving from a correct material choice to a correct molded part still depends on execution: drying discipline, mold temperature control, and gating that doesn't concentrate glass fiber unevenly. HordRT works across PA6, PA66, and their glass- and mineral-filled variants as part of our injection molding services, and runs Design for Manufacturing review on PA parts specifically to flag shrinkage anisotropy and wall-thickness transitions before tooling is cut. One limitation worth knowing upfront: PA's moisture sensitivity means lead times can stretch if a project requires extended pre-drying validation on a new grade, so the earlier a material's drying profile is confirmed, the smoother the production schedule runs.
Conclusion
PA's versatility comes from a wide grade ladder. PA6 for cost and processing ease, PA66 for strength and heat, glass fiber for stiffness and dimensional control, and impact modification for drop resistance. None of that matters if moisture is mismanaged. Choose the grade based on the part's actual operating environment, not just its peak mechanical spec, and treat drying as a production step with the same rigor as mold temperature or injection speed.
Sources
- Clavería, I., Elduque, D., Santolaria, J., Pina, C., Javierre, C., Fernández, Á. "The influence of environmental conditions on the dimensional stability of components injected with PA6 and PA66." Polymer Testing, Vol. 50, pp. 15-21, 2016. https://www.sciencedirect.com/science/article/abs/pii/S0142941815301938