Johnny Xiong
Rapid Tooling Expert
Contents
Silicone compression molding is one of the most cost-effective methods for producing durable, heat-resistant elastomer parts at low to mid volumes. This guide covers the essential silicone part design rules, material choices, tolerances, common defects, and application examples that engineers need to make this process work on the first run.
What Is Silicone Compression Molding?
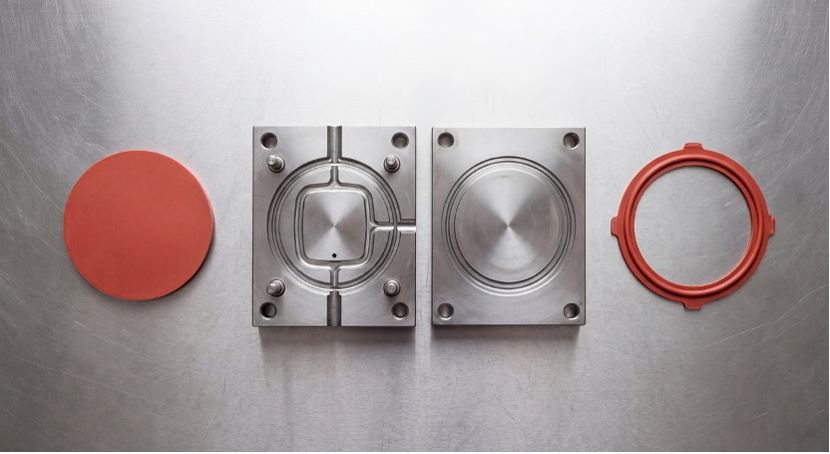
Silicone compression molding turns uncured silicone rubber into finished parts through a four-step sequence: load, heat, compress, and cure. An operator places a pre-measured piece of High Consistency Rubber (HCR) into an open, heated mold cavity. The press closes, applying heat and pressure; typical cure temperatures for peroxide-cured HCR range from 150°C to 200°C. The material flows to fill the cavity and cross-links into a solid elastomer.
This process is distinct from both transfer molding and Liquid Silicone Rubber (LSR) injection molding. Transfer molding uses a pot-and-plunger system to push material through runners into a closed mold. LSR injection uses automated pumps to meter and inject a two-component liquid into a heated mold. Compression molding is the simplest of the three, requiring no runners, no sprues, and no specialized injection equipment.
The process is a strong fit for production volumes under 10,000 parts per year, for large or thick-walled components, and for high-durometer silicone grades that are difficult to inject.
Design Guidelines for Silicone Compression Molded Parts
Wall Thickness
Uniform wall thickness is the single most important factor for consistent curing. Thick sections cure more slowly than thin sections, so variation across a part creates uneven vulcanization and internal stress.
A general guideline is to keep wall thickness between 1.0 mm and 6.0 mm. For sections thicker than 5 mm, curing may become uneven, and extended cure times or staged curing may be needed to ensure full cross-linking through the entire cross-section.
Draft Angles
Silicone is a flexible elastomer, so the draft angle rules from rigid plastic molding do not apply directly. Many silicone parts can be demolded with 0° to 1° of draft because the material stretches during ejection. However, for deeper cavities or parts with textured surfaces, 2° to 3° of draft reduces the risk of tearing during removal.
Parting Line Placement and Flash Control
Flash is inherent to compression molding because the mold closes on raw material rather than injecting into a sealed cavity. The parting line should be placed on a non-critical surface, away from sealing areas and cosmetic faces. Designing a flash groove (sometimes called an overflow channel) along the parting line gives excess material a controlled path, which makes post-mold trimming predictable and consistent.
Undercuts and Forced Demolding
Silicone's elongation at break (400% to 900%+ depending on grade)² allows forced demolding of undercuts that would require side actions in rigid plastic molds. Because the cured silicone stretches and recovers during ejection, significant undercut features can often be demolded without mechanical assistance. This simplifies mold construction and reduces tooling cost.
Tolerances
Compression molding tolerances for silicone parts follow the ARPM (Association for Rubber Products Manufacturers, formerly RMA) classification system. The A3 "Commercial" designation is the most commonly used and corresponds to roughly ±0.2 mm to ±0.5 mm depending on part dimension. For precision applications, A2 or A1 tolerances can be achieved, though these require tighter mold machining (down to ±0.08 mm on the cavity itself) and more frequent sampling during production.
Material Selection: Choosing the Right Silicone Rubber
Compression molding primarily uses HCR silicone, a solid, gum-like material with high molecular weight polymer chains. HCR is available in Shore A hardness from 20 to 80 for most applications, with specialty grades extending down to Shore A 10 or up above 80.
Key material considerations include:
Cure system. Peroxide-cured HCR is common for industrial applications. Platinum-cured HCR produces fewer byproducts and is preferred for food-contact and medical-device applications where extractables and outgassing must be minimized.
Temperature rating. Standard HCR silicone performs continuously from -50°C to +200°C. Specialty grades can withstand up to +300°C, covering demanding automotive and aerospace environments.
Regulatory compliance. Food-grade silicone must meet FDA 21 CFR 177.2600. Medical-grade silicone must pass ISO 10993 biocompatibility testing and, for implantable devices, USP Class VI requirements.
Shrinkage. HCR silicone exhibits linear shrinkage of approximately 2.5% to 2.7% after curing, according to Shin-Etsu's published technical data. This must be factored into mold cavity dimensions during tool design.
Common Defects and Prevention
Excessive flash results from too much raw material loaded into the cavity or insufficient clamping force. The fix is to weigh material charges precisely and verify that press tonnage matches the projected area of the part.
Air traps and bubbles occur when air cannot escape the cavity during compression. For silicone and other low-viscosity elastomers, vent grooves with a minimum depth of approximately 0.013 mm at strategic points on the parting line allow trapped air to exit without letting material escape. Vacuum-assisted molding eliminates this issue entirely for complex geometries.
Short fill happens when insufficient material is loaded or when the material's plasticity is too high for the applied pressure. Increasing the charge weight by 2% to 5% and adjusting pressure upward typically resolves this.
Backrinding is a defect where the part edge near the parting line tears or deforms during mold opening. It is caused by opening the mold before the silicone at the parting line is fully cured. Extending cure time or increasing mold temperature at the parting line eliminates backrinding.
Applications and Industry Examples
Silicone compression molding serves a broad range of industries. In automotive, it produces gaskets, seals, and vibration dampeners that must operate from -40°C to +150°C without degradation. In medical devices, compression-molded silicone creates biocompatible seals, diaphragms, and valve components.
Kitchen products such as baking mats, spatulas, and food-storage seals rely on food-grade compression-molded silicone for its non-toxicity and heat resistance. Industrial keypads and button pads for electronics equipment are another high-volume application.
The global silicone rubber market reached USD 2.94 billion in 2025 and is projected to grow to USD 5.59 billion by 2034, at a compound annual growth rate (CAGR) of 7.43%. The automotive and medical segments together account for over 50% of silicone rubber consumption.

HordRT's Compression Molding Capabilities
HordRT operates compression molding presses ranging from small to large tonnage, supporting single-cavity prototyping through multi-cavity production tooling. We manufacture compression molds in-house using CNC machining and polishing, with typical mold lead times of 2 to 3 weeks. Our facility holds ISO 9001 and IATF 16949 certifications, and every production run includes dimensional inspection at multiple stages. No minimum order quantity is required.
For projects where design-for-manufacturability feedback would reduce risk, our engineering team provides a complimentary DFM report with every inquiry. Contact HordRT to discuss your silicone compression molding project.