Johnny Xiong
Rapid Tooling Expert
Contents
The simple, satisfying click of two LEGO bricks connecting is a near-universal experience, a testament to a product so consistent that a brick made today will fit perfectly with one made 50 years ago. This remarkable interchangeability is the result of one of the world's most precise mass-manufacturing processes. The molds that create these toys are engineered with tolerances measured in microns. But how is this consistency achieved across millions of parts?
The answer lies at the heart of the injection molding machine: the mold itself. Specifically, it is born from the precise relationship between the mold's two primary components—the core and cavity. Their perfect interaction transforms molten plastic into a functional, finished good. This article explores these critical components, from their individual roles to the advanced manufacturing techniques that turn design intent into high-precision reality.

What is a Core? The Inner Architect (The "B-Side")
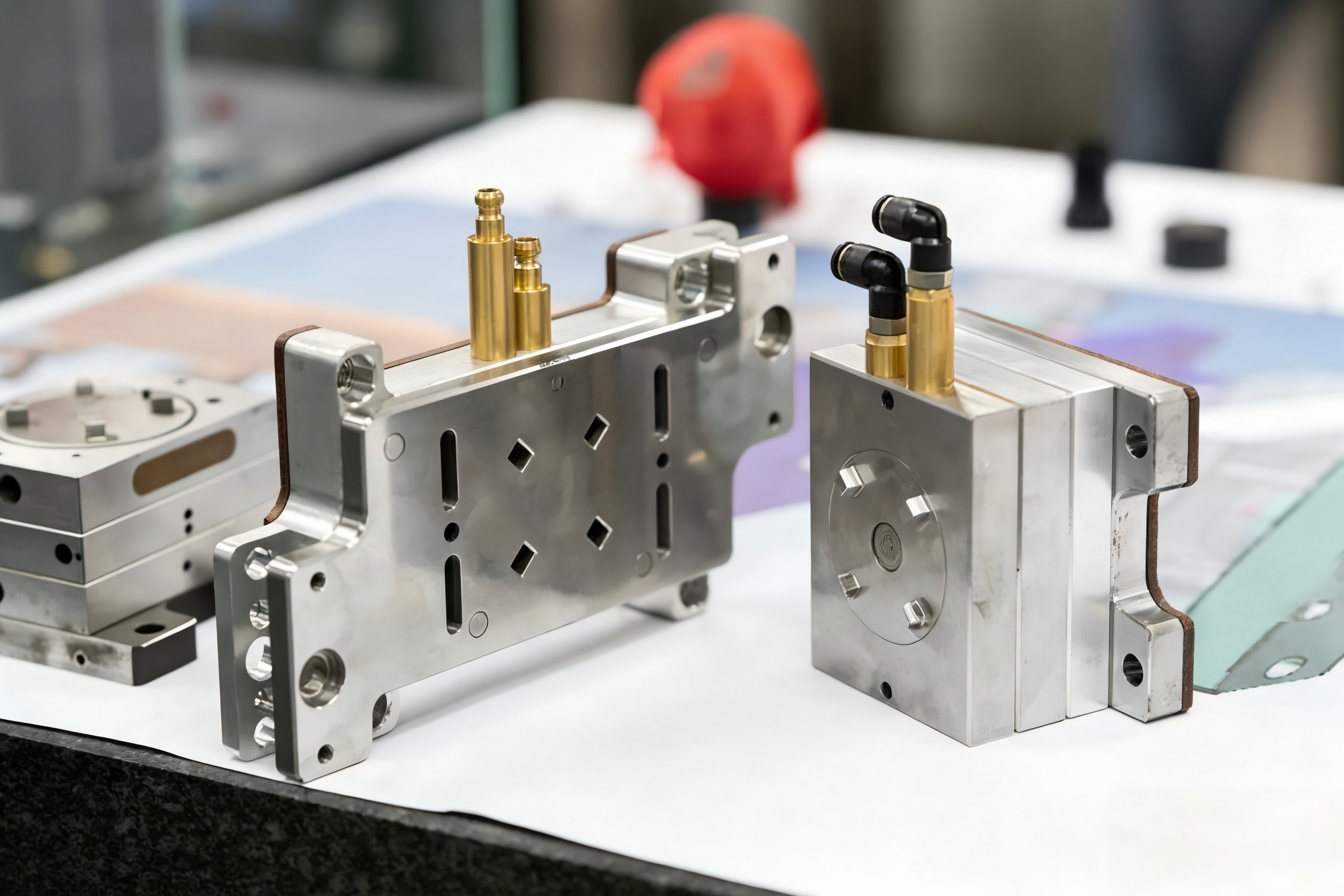
In injection molding, the core is the male component of the mold. It is the raised, protruding, or convex feature that extends into its counterpart, the molding cavity. The core is typically located on the moving half of the injection molding machine, often called the "B-Side" or "Ejector Half".
The primary function of the core in molding is to form the internal geometry of a plastic part. When the mold closes, the core occupies the space that becomes the hollow or negative space in the final product. It is responsible for shaping all internal features like holes, slots, and recesses. Furthermore, the core shapes structural elements like ribs, which add strength, and bosses, which serve as mounting points for screws. The precision of the core molding process is paramount, as a minute error can compromise a part's structural integrity or lead to assembly failure.
Beyond shaping, the core plays a crucial role in ejection. As the plastic part cools, it shrinks and grips tightly onto the inner core. Because the part naturally adheres to the core, the mold's entire ejection system—a mechanism of pins and sleeves—is housed within the core side. When the mold opens, the part remains on the core, where it is then pushed out by the ejector pins, ensuring a reliable and automated process.
What is a Cavity? Shaping the Cosmetic Exterior (The "A-Side")
In contrast to the core, the cavity is the female component of the mold. It is the recessed, concave section into which the core fits. The cavity is generally located on the stationary half of the machine, known as the "A-Side" or "Injection Half".
The cavity's main role is to define the external form and aesthetic qualities of the product. It shapes the outer "skin" that the end-user will see and touch, creating the desired cosmetic appearance, including smoothness, textures, and embossed or debossed logos. The quality of the molding cavity surface is directly transferred to every part. A flawlessly polished cavity results in a high-gloss product, while a flawed one produces a part that looks unfinished. The cavity is a direct "brand ambassador," making investment in its quality a direct investment in the perceived value of the final product.

How Do the Core and Cavity Work Together?
The production of a high-quality part relies on the flawless, synchronized interaction of the core and cavity through each stage of the molding cycle.
- Clamping: The cycle begins as the machine pushes the moving B-Side (core) toward the stationary A-Side (cavity). The two halves are locked together under immense force, creating a tight seal along a precise meeting surface known as the parting line. A perfect seal is critical to prevent flash, a defect where molten plastic leaks out.
- Injection: With the mold clamped shut, molten plastic is forced under high pressure into the void between the core and cavity. It travels through channels (sprue, runners, and gates) to completely fill the space that will become the part.
- Cooling: The mold is held closed as the plastic solidifies. Cooling fluid circulates through channels within the core and cavity to draw away heat. During this phase, the part shrinks, pulling away from the cavity walls but tightening its grip on the injection core.
- Ejection: Once cooled, the mold opens, pulling the core and the adhered part away from the cavity. The ejector system then activates, pushing the finished part off the core. The cycle then repeats, often in a matter of seconds.
The success of this entire cycle depends on the design and manufacturing quality of the core and cavity. A single flaw, such as an imprecise parting line, can cause a cascade of problems, from part defects to mold damage.
Why is Their Design So Critical?
The quality of the core and cavity directly influences the final part's success across four fundamental pillars: dimensional accuracy, surface finish, demolding integrity, and production efficiency.
- Dimensional Accuracy and Tolerance: A molded part is a direct replica of the mold. Therefore, achieving tight tolerances on a part requires machining even tighter tolerances into the mold's steel. The design must also account for material shrinkage, where the core and cavity are machined slightly larger than the final desired dimensions to compensate for the specific plastic's shrink rate.
- Surface Finish and Aesthetics: The part's surface is a direct imprint of the mold's surface. A huge range of finishes, from mirror-like gloss to rough textures, can be achieved by treating the mold's steel surfaces. These finishes are standardized by the Society of the Plastics Industry (SPI) to ensure consistency. For example, an SPI A-1 finish requires a 6000-grit diamond buff to produce a high-gloss surface suitable for optical lenses.
- Demolding and Part Integrity: A part is useless if it cannot be removed from the mold without damage. The most critical design element for a clean release is the draft angle—a slight taper applied to all vertical walls. Without adequate draft, friction can cause scrapes, drag marks, or even breakage during ejection. A textured surface requires a larger draft angle (e.g., 3-5 degrees) than a smooth, polished one to ensure clean release.
- Production Efficiency and Cycle Time: The cooling phase is often the most time-consuming part of the cycle. Efficient heat removal is achieved through cooling channels built into the core and cavity. Poor cooling not only lengthens cycle time but also causes defects like warpage. Advanced designs use conformal cooling, where channels follow the part's contours for more uniform and rapid cooling, which can reduce cycle times by up to 30%.
How HordRT Uses CNC Machining for High-Precision Cores and Cavities
Turning a perfect digital design into a physical core and cavity requires an equally precise manufacturing process. At HordRT, that process is Computer Numerical Control (CNC) machining, which uses computer-controlled tools to create complex shapes from tool steel with exceptional precision and repeatability.
HordRT leverages advanced 3-axis, 4-axis, and state-of-the-art 5-axis CNC machining centers. While standard machines move on three linear axes (X, Y, Z), 5-axis machines add two rotational axes, allowing the cutting tool to approach the workpiece from virtually any angle. This allows complex features and deep pockets to be machined in a single setup, which drastically enhances precision by eliminating the potential for error that comes with re-fixturing a part. It also reduces machining time and produces a superior surface finish.
This investment in technology allows HordRT to consistently hold extremely tight tolerances, ranging from a standard of +/- 0.005” down to +/- 0.001” for critical features. Before any steel is cut, HordRT provides clients with a detailed Design for Manufacturing (DFM) report, analyzing the design to solve potential issues with parting lines, draft angles, and wall thickness before they become costly problems.
Conclusion
The core and cavity are far more than just two blocks of steel; they are the foundational elements of injection molding. Their precision predetermines the quality, consistency, and efficiency of every part produced. A final product's dimensional accuracy, cosmetic finish, and production cycle time are all direct reflections of the expertise invested in creating its mold.
HordRT's commitment to this principle is evident in its investment in 5-axis CNC technology, its ability to hold tight tolerances, and its comprehensive DFM expertise. By partnering with an experienced manufacturer that possesses these capabilities, product developers can mitigate risks and ensure their design intent is translated into a high-quality final product.