Johnny Xiong
Rapid Tooling Expert
Contents
Conventional CNC milling is undeniably the backbone of modern manufacturing, excelling at rapid bulk material removal. However, when it comes to machining highly complex core and cavity inserts for injection molds, milling often falls short. Because milling relies on the physical contact of a rotating cutting tool to shear material away, it inherently introduces mechanical stress, friction-induced heat, and tool deflection—especially when working with deep cavities or thin-walled sections. Furthermore, because a milling cutter is cylindrical, achieving a perfectly sharp internal corner is mathematically and physically impossible.
This is exactly where Wire EDM fills the gap. Unlike mechanical milling, Wire EDM is a non-contact, thermal-erosion process. It uses a continuously spooling, electrically charged, hair-thin wire (usually brass) to slice through conductive materials. Because there is absolutely zero physical contact between the wire and the workpiece, there are zero cutting forces. This fundamental difference redefines what is possible in mold design, allowing us to machine fragile or intricate features that would instantly shatter or distort under the pressure of a traditional end mill.

In this article, I want to pull back the curtain on how we utilize wire EDM to overcome the limitations of conventional machining and deliver injection molds that boast unmatched accuracy, longevity, and reliability.
Working with Hardened Materials
High-performance injection molds require robust, hardened tool steels (such as H13 or S136) to withstand the immense pressures of the injection molding process. Traditionally, mold makers would rough-machine soft steel, send it out for heat treatment, and then struggle with hard-milling or grinding to correct the unpredictable dimensional warping caused by the quenching process.
Wire EDM completely bypasses this headache. The thermal erosion process is completely indifferent to the hardness of the material. At HordRT, our standard practice is to heat-treat the raw steel blocks to their final hardness (often exceeding HRC 50) before we execute the critical Wire EDM cuts. This eliminates any risk of heat-treatment distortion affecting the final dimensions of the insert.
A common concern our clients raise is the Heat-Affected Zone (HAZ) or the "recast layer" left by the EDM process, which can theoretically cause micro-cracking and reduce mold fatigue life. We address this by utilizing advanced generator technologies and executing multiple low-energy "trim cuts" (skim passes). This meticulously removes the recast layer, leaving a structurally sound surface that maintains the integrity and fatigue strength of the hardened steel.
Achieving Complex Geometries
When designing high-precision wire EDM mold components, engineers no longer need to compromise their designs to accommodate tool clearances. Using wire diameters as fine as 0.10mm to 0.25mm, we can machine incredibly intricate shapes that would otherwise require complex multi-piece insert assemblies.
For example, injection molds frequently require extremely narrow venting slots to allow trapped gas to escape, or deep, thin ribs for structural support in the final plastic part. Trying to mill a 0.5mm wide, deep slot in hardened steel is a nightmare of broken tools and poor finishes. With Wire EDM, we slice through it effortlessly.
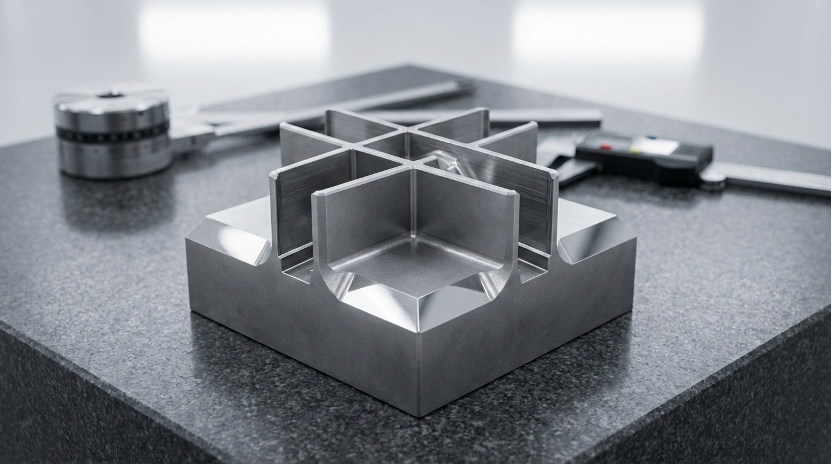
More importantly, multi-cavity molds rely on perfectly fitting interlocking inserts to prevent plastic flash. Wire EDM allows us to cut near-perfect sharp internal corners (with radii as small as the wire itself plus the spark gap) and complex splines. This ensures that when the mold is assembled, the components fit together with the seamless precision of a Swiss watch.

Accuracy & Surface Finish
In the world of high-quality injection molding, a mold is only as good as its dimensional stability. In our climate-controlled facilities, Wire EDM typically achieves tolerances of +/- 0.001mm to +/- 0.005mm under controlled conditions. Because the cutting wire is constantly renewed as it spools, the issue of "tool wear" that plagues conventional CNC milling is entirely eliminated. The first part cut is identical to the thousandth part cut, ensuring unparalleled consistency across multi-cavity mold setups.
Beyond mere dimensional accuracy, Wire EDM provides an exceptional surface finish. Through our strategic use of multiple finishing passes, we can achieve mirror-like surface roughness values (Ra 0.1μm to 0.8μm depending on finishing strategy) directly off the machine. This level of finish perfectly aligns with stringent industry standards like VDI 3400.
Why is this so important? A superior surface finish dramatically reduces the friction during part ejection, minimizing the risk of part deformation or drag marks. Furthermore, achieving this finish directly on the machine significantly reduces the need for manual benchwork and hand polishing—a process that, while sometimes necessary, relies on human variables and can easily destroy the micron-level accuracy we worked so hard to achieve.
HordRT’s Capabilities
Having advanced machinery is only one part of the equation; true mold making expertise lies in process integration. At HordRT, we don't treat Wire EDM as an isolated service. Instead, it is a seamlessly integrated step within our comprehensive mold-making workflow.
When we tackle a demanding project, our engineering team orchestrates the entire lifecycle of the mold. We typically utilize our advanced 3-axis and 5-axis CNC machining centers for rapid material roughing and complex 3D contouring. After the steel is heat-treated, we deploy Sinker EDM for blind cavities and intricate textures. Finally, we turn to our high-precision Wire EDM machines to cut the critical shut-offs, tight-tolerance core pins, and complex interlocking inserts. By keeping all these synergistic technologies under one roof, HordRT ensures stringent quality control, perfect fitment, and extended mold longevity for every project we deliver.
Conclusion
In the competitive arena of plastic manufacturing, precision is not a luxury; it is a necessity. Every microscopic flaw in a mold is magnified exponentially during a high-volume production run.
Choosing a manufacturing partner who expertly leverages precision Wire EDM is ultimately an investment in your mold's reliability. The upfront dedication to micro-accuracy pays massive dividends down the line—resulting in consistent plastic parts, zero flash, drastically reduced reject rates, and minimized downtime for mold maintenance. If you are looking to turn your most challenging and intricate designs into high-performing reality, the engineering team at HordRT is ready to show you what true precision looks like.