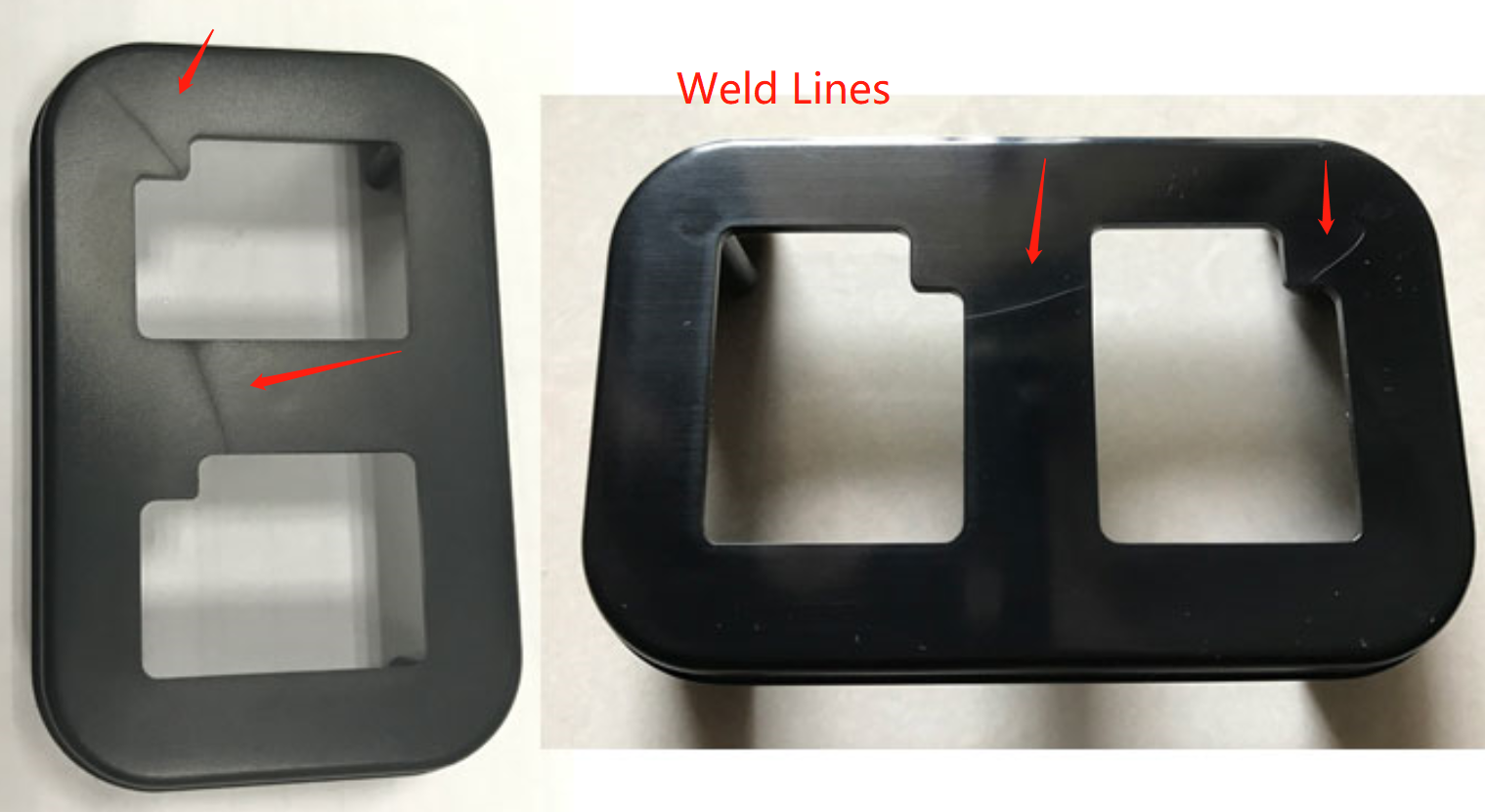
Injection molding offers numerous advantages, such as cost-effectiveness and high production rates, it also presents challenges. One common issue encountered in injection molding is the formation of weld lines. Weld lines occur when two flow fronts meet and join together during the molding process. In this article, we will delve into the causes, effects, and potential solutions for weld lines in injection molding.
Cause of Weld Lines
1. Material Flow Disruption
Weld lines often originate from interruptions in the flow of molten plastic within the mold cavity. This can be caused by variations in wall thickness or the presence of inserts, ribs, or other features that impede the smooth flow of material.
2. Multi-Gate Configurations
Injection molds with multiple gates can lead to weld lines, especially when the material from different gates converges. The meeting point may result in a weaker bond between the material, leading to visible weld lines on the final product.
3. Cooling Rate Disparities
Variations in cooling rates across the mold can contribute to the formation of weld lines. If certain areas cool faster than others, the plastic may not fully fuse, resulting in a visible line where the material joins.
Effects of Weld Lines
1. Reduced Strength
Weld lines often create weaker areas in the molded component, affecting its structural integrity. This can be a critical concern, especially in applications where the mechanical strength of the final product is paramount.
2. Aesthetic Flaws
Weld lines are not only a structural issue but also impact the visual appearance of the molded part. In industries where aesthetics play a crucial role, such as consumer electronics or automotive, the presence of visible weld lines can be unacceptable.
3. Compromised Functionality
Depending on the location and severity of weld lines, they can compromise the functionality of the part. For example, in medical devices or precision components, any disruption in the material flow may lead to performance issues.
4. Increased Friction and Wear
The presence of weld lines can create areas with increased friction and wear, especially if they are exposed to repetitive movement or contact. This can lead to premature wear and failure of the product, impacting its durability and lifespan.
5. Assembly Challenges
Products with weld lines may pose challenges during assembly processes. The presence of visible seams or weakened areas can complicate the integration of components, leading to additional manufacturing steps or potential difficulties in achieving proper alignment.
Solutions to Minimize Weld Lines
1. Optimized Gate Placement
Careful consideration of gate placement in the mold can help minimize weld lines. By strategically locating gates and balancing the flow of material, it is possible to reduce the chances of flow front disruptions.
2. Uniform Wall Thickness
Maintaining consistent wall thickness throughout the mold design helps promote even material flow and reduces the likelihood of weld lines.
3. Use of Flow Enhance
Incorporating flow enhancers, such as hot runners or mold inserts, can help improve the flow of molten plastic and reduce the risk of weld lines.
4. Mold Temperature Control
Controlling mold temperature is crucial to achieving uniform cooling rates. Proper temperature control minimizes disparities in cooling and promotes better fusion of the plastic material.
5. Material Selection
Choosing the right type of plastic material can significantly impact the formation of weld lines. Some materials are more prone to weld line formation than others. Consultation with material suppliers and conducting material testing can help identify the most suitable resin for a particular application.
6. Increased Injection Speed
Higher injection speeds can promote better material flow and reduce the chances of weld line formations. However, it’s crucial to strike a balance, as excessively high injection speeds can lead to other issues such as over-packing excessive shear heating.
7. Pressure Optimization
Adjusting injection pressure parameters can help control the material flow and reduce the likelihood of weld lines. It’s essential to optimize injection pressure based on the specific requirements of the molding process and the characteristics of the chosen material.
Summary
Understanding the causes, effects, and solutions for weld lines in injection molding is essential for producing high-quality plastic components. By addressing the root casues during the design and manufacturing stages, manufacturers can minimize the occurrence of weld lines and ensure the reliability, strength, and aesthetics of their final products. As technology continues to advance, ongoing research and innovation in injection molding processes will likely lead to even more effective strategies for mitigating weld lines and enhancing the overall quality of molded components.