Johnny Xiong
Rapid Tooling Expert
Contents
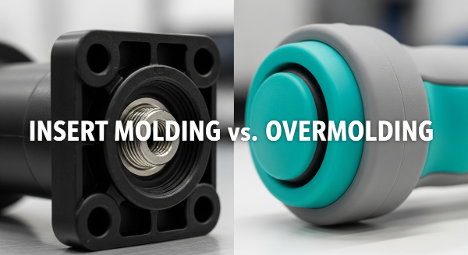
Injection molding is crucial for mass-producing precise plastic parts by injecting molten resin into a mold. While conventional molding uses single materials, modern designs often need multiple materials for enhanced functionality, durability, or aesthetics. Insert molding and overmolding integrate distinct materials into single components, reducing post-assembly and improving product integrity. This report compares these techniques, covering processes, materials, design, pros, cons, and applications. The key distinction is that insert molding typically uses a pre-fabricated, often non-plastic component, while overmolding molds a second material, usually plastic, over a previously molded plastic part. This precise differentiation will be maintained for clarity.
Understanding Insert Molding: Integrating Pre-formed Components
Insert molding integrates a pre-made component ("insert") into a plastic part during the molding cycle. Molten plastic encapsulates the insert, forming a unified component. This process is beneficial when combining disparate material properties, such as metal's strength or conductivity with plastic's design flexibility and cost-effectiveness.
The Step-by-Step Process of Insert Molding
The insert molding process, while built upon the fundamentals of conventional injection molding, incorporates additional steps to accommodate the pre-existing component:
- Step 1: Insert Placement: Pre-made inserts (often metallic like bushings or pins) are precisely positioned in the mold, either manually or robotically for mass production. Mold design ensures secure retention.
- Step 2: Plastic Injection: Molten plastic is injected under high pressure, flowing around the insert to fill the cavity. Material selection, gate location, and injection pressure are crucial for optimal bonding and encapsulation.
- Step 3: Cooling and Ejection: The plastic cools and solidifies around the insert, forming a strong bond. After sufficient cooling, the mold opens, and the integrated part is ejected.
- Step 4: Post-Processing: Molded parts undergo operations like sprue removal, trimming, and surface finishing. The bond between the plastic and insert is inspected for integrity.
Common Materials for Insert Molding
The selection of materials for insert molding is critical, as both the insert and the overmolded plastic must be compatible and able to withstand the molding process conditions.
Common Insert Materials
Metals
- Stainless Steel: Excellent corrosion resistance.
- Brass: Great machinability and conductivity.
- Aluminum: Lightweight and thermally conductive.
- Copper: Highest electrical/thermal conductivity.
Other Materials
- Plastics: To combine different properties or colors.
- Ceramics: For high heat resistance or insulation.
- Electronics: Encapsulation of sensors, magnets, etc.
Common Thermoplastics (Overmold)
ABS
Nylon (PA)
Polycarbonate (PC)
TPU
Acetal (POM)
PEEK
LCP & PBT
PEI, PPS, PPA
Key Applications of Insert Molding
Insert molding is widely adopted across various industries due to its ability to create strong, integrated, and often lighter components:
- Automotive and Transportation: Used for electrical connectors, sensor housings, threaded inserts for fasteners, and lightweight components that replace heavier metal parts.
- Electronics and Consumer Goods: Common in smartphone cases, remote control buttons, electrical connectors, and chargers that require metal inserts for conductivity or structural integrity. Examples include electrical wire nuts with metal centers.
- Medical Instruments and Devices: Crucial for producing precise, sterile, and often implantable components like catheters, surgical instruments, pacemaker components, and various medical device handles. Plastics are easier to sterilize than electrical components.
- Aerospace and Defense: Helps create lightweight and durable components, structural elements for aircraft, and robust, tamper-resistant enclosures for secure communication devices and military equipment.
- Industrial Equipment and Tools: Commonly used for tool handles, industrial gears, couplings, threaded fasteners, and components requiring high strength and durability. Examples include screwdrivers with metal blades and plastic handles.
Understanding Overmolding: Enhancing Functionality and Aesthetics
Overmolding is an injection molding process where a substrate is covered with a second material (rubber or plastic) to form a single product. This enhances durability, grip, aesthetics, and functionality. Unlike insert molding, overmolding typically molds one polymer over another, often a rigid plastic with a softer, flexible material, combining distinct properties like a rigid core with a soft grip or a protective outer layer.
The Overmolding Process: Single-Shot vs. Two-Shot
The overmolding process can be achieved through different methods, primarily categorized by the number of molding steps and machines involved:
1. Single-Shot (Traditional) Overmolding / Manual Transfer:
This method involves a two-step process to create an integrated part. First, the substrate is injection molded in a conventional machine, then allowed to cool and solidify. Next, this formed substrate is manually or robotically transferred to a second mold cavity, often in a separate molding machine. A second material is then injected over or around the transferred substrate. As this overmold material cools, it solidifies and forms a secure bond with the substrate, resulting in the final integrated part.
This approach offers flexibility and is suitable for lower production volumes where investing in specialized two-shot tooling is not cost-effective. However, it can be more labor-intensive and may lead to minor defects due to manual handling.
2. Two-Shot (Multi-Shot or 2K) Overmolding:
This advanced and automated process produces a finished part within a single molding cycle by injecting two different materials into a single mold. Specialized injection molding machines, equipped with two injection units and a rotary platen, are typically used.
The process involves:
- First Injection: The first material is injected into a mold cavity to form the substrate.
- Rotation: While the first material cures, the mold (or a portion of it, via a rotary platen) rotates to a second position.
- Second Injection: In the second position, the second material is injected over or around the previously molded substrate.
The two materials bond together, often at a molecular level, during this sequential injection, creating a strong and durable final part. This method offers high efficiency for large-scale production, resulting in shorter cycle times, consistent quality, and reduced labor requirements. However, it necessitates a higher initial investment in complex tooling and specialized machinery.
3. Distinction from Co-injection Molding
Overmolding differs from co-injection (sandwich) molding. Co-injection simultaneously injects two materials into a single mold cavity, creating a "skin" and an internal "core." Unlike overmolding, co-injection cannot place material in specific locations; the "skin" must cover the entire outer surface. Co-injection is faster but requires specialized multi-injection setups and specific material viscosity relationships.
Common Materials for Overmolding
Overmolding bonds two or more materials, with the overmolding material thermally bonding to the base component for enhanced strength, aesthetics, and functional benefits. Material compatibility is crucial for a strong, reliable bond, often requiring similar melting temperatures.
Common Rigid Substrate Materials
Common Flexible Overmold Materials
Key Applications of Overmolding
Overmolding is extensively used across numerous sectors to enhance product functionality, durability, and user experience:
- Handheld Devices and Tools: Widely applied to create ergonomic and comfortable grips on products like toothbrushes, cell phone cases, power tools, and sporting goods (e.g., bicycle grips, golf club handles). It provides vibration reduction and shock absorption.
- Automotive Parts and Components: Used for interior components (e.g., steering wheels, gear shifter handles, armrests), engine covers, electronics enclosures, and specialized seals and sensors to provide protection against elements and improve ergonomics.
- Electronics Components, Ports, and Connectors: Many electronic devices feature overmolded casings and enclosures for protection of internal components, improved ergonomics, and enhanced sealing/water resistance. This includes wearable electronics where rigid and flexible components are seamlessly integrated.
- Medical Devices: Increasingly used for medical devices requiring soft ergonomic grips or handles on sturdy bases, ensuring comfort and reliability. Examples include syringe grips, patient monitors, and various surgical instruments.
- Household Items and Cookware: Common in everyday items like kitchen utensils (e.g., spatulas), portable electric fans, and reusable food containers, improving ease of use, cleanliness, and prolonging shelf life.
Insert Molding vs. Overmolding: A Detailed Comparison
Insert molding and overmolding are advanced injection molding techniques for multi-material components, differing in the integrated component's nature, process, and functional outcomes. Insert molding uses non-moldable items (e.g., metal pins, PCBs), while overmolding applies an additional layer to a plastic substrate for ergonomic, protective, or aesthetic purposes. These distinctions dictate design and manufacturing.
Feature | Insert Molding | Overmolding |
Insert/Substrate Material | Pre-fabricated components: often metal (brass, stainless steel, aluminum, copper), but can be plastic, ceramic, or electronic components. | First-shot molded part (substrate): typically rigid plastics (ABS, PC, PP, Nylon, POM). Can also be metal or composite if transferred. |
Overmold Material | The plastic molded around the insert (e.g., ABS, PC, Nylon, PBT, TPU, PPS, PPA, PEI, POM, LCP, PEEK). | The second material molded over the substrate: typically soft thermoplastics (TPE, TPU, TPR, TPV, LSR), or another rigid plastic. |
Primary Benefit | Enhanced structural strength, wear resistance, precise integration of rigid elements, reduced assembly steps, improved reliability. | Enhanced grip, cushioning, sealing, vibration damping, improved aesthetics, ergonomic design, part consolidation. |
Design Complexity | High, due to precise insert placement and mold design for retention and sealing. | High, involves managing two materials, their compatibility, and often complex multi-cavity or rotary molds. |
Ideal Production Volume | Cost-effective for both low and high volumes, depending on insert complexity and placement automation. | Most cost-effective for medium to high volumes. |
Choosing the Right Process for Your Project
Choosing between insert and overmolding involves assessing product needs, material compatibility, design, and production volume. Cost-effectiveness varies: insert molding can be cheaper for low volumes with standard inserts, but custom inserts raise costs. Low-volume overmolding might use manual transfer to avoid high capital investment, while two-shot overmolding is best for very high volumes, where efficiency offsets tooling costs.
Choose Insert Molding When:
- Structural Reinforcement is Key: The primary need is to add significant strength, rigidity, or wear resistance to a plastic part, particularly for threaded connections, load-bearing points, or areas requiring repeated assembly/disassembly.
- Integrating Non-Moldable Components: The design requires incorporating pre-fabricated parts made of materials like metal, glass, or pre-assembled electronic components (e.g., PCBs, wires, sensors) that cannot be injection molded themselves.
- Reducing Post-Molding Assembly: The goal is to eliminate secondary operations such as fastening, gluing, or heat staking, thereby streamlining production and reducing labor costs.
- High Precision and Alignment: Applications demand extremely tight tolerances and consistent alignment of the integrated component within the plastic part.
- Long-Term Durability: The product needs to withstand long-term stress, vibration, or environmental factors without fasteners loosening or adhesives degrading.
Choose Overmolding When:
- Enhanced User Experience is Paramount: The product requires improved ergonomics, a softer touch, better grip, cushioning, or aesthetic appeal (e.g., multi-color designs, varied textures).
- Functional Integration Beyond Structure: The need extends to features like integrated seals for water resistance, vibration damping, sound absorption, or electrical insulation.
- Combining Different Polymer Properties: The design benefits from the seamless fusion of two different plastic materials, such as a rigid substrate with a flexible outer layer.
- Part Consolidation for Assemblies: The aim is to simplify a multi-component assembly into a single, integrated unit, reducing part count and potential failure points.
- High Production Volumes: For very large production runs, the efficiency and reduced per-unit cost of two-shot overmolding can justify the higher initial tooling investment.
Why Choose HordRT for Insert Molding and Overmolding
HordRT offers fast, reliable, and cost-effective injection molding services tailored to a wide range of industries. As one of our core specialties, rapid injection molding enables us to deliver hundreds or thousands of high-quality plastic parts with exceptional speed and consistency. Our advanced capabilities support both insert molding and overmolding, using a broad selection of materials including ABS, PE, PS, and PP. With scalable production volumes, repeatable quality, and tooling options that suit both short runs and full-scale production, HordRT is your trusted partner for efficient, multi-material manufacturing.
Conclusion
Insert molding integrates pre-fabricated components into plastic for enhanced strength and reduced assembly. Overmolding applies a second, often softer, material over a molded substrate for improved ergonomics, aesthetics, sealing, and vibration damping. The choice is strategic: insert molding offers cost efficiency and broad volume suitability, while overmolding, especially two-shot, requires higher upfront investment but provides long-term savings and market differentiation for high-volume, premium products.
Success depends on careful material selection, mold design, and process control, including material compatibility, shrinkage, and component placement. As industries advance, these multi-material techniques are increasingly vital. Collaboration with experienced manufacturing partners and Design for Manufacturability (DFM) analysis are crucial to leverage their potential.