Johnny Xiong
Rapid Tooling Expert
Contents
In rapid manufacturing, time is quite literally money. When clients approach us at HordRT with a new project, they often focus heavily on the injection speed or the mold opening stroke. However, as any veteran molder knows, the real battle for efficiency is won or lost in the cooling phase.
It is a stark industry fact: cooling time typically accounts for 70% to 80% of the entire injection molding cycle. If this phase is not meticulously engineered, it becomes the single largest bottleneck in production. Poor injection molding cooling doesn't just slow down the machine; it bleeds profitability and results in warped, out-of-tolerance parts.
At HordRT, we treat cooling not just as a waiting period, but as a precise science. Here is how we optimize thermal management to deliver better parts, faster.

Injection Molding Cooling in Quality Control
Many designers mistakenly view cooling simply as the time required for the plastic to harden. In reality, cooling is the primary driver of the part’s final dimensional stability and physical properties.
Preventing Common Injection Molding Defects
The most frustrating issues we see in DFM (Design for Manufacturability) reviews are injection molding defects caused by poor thermal management.
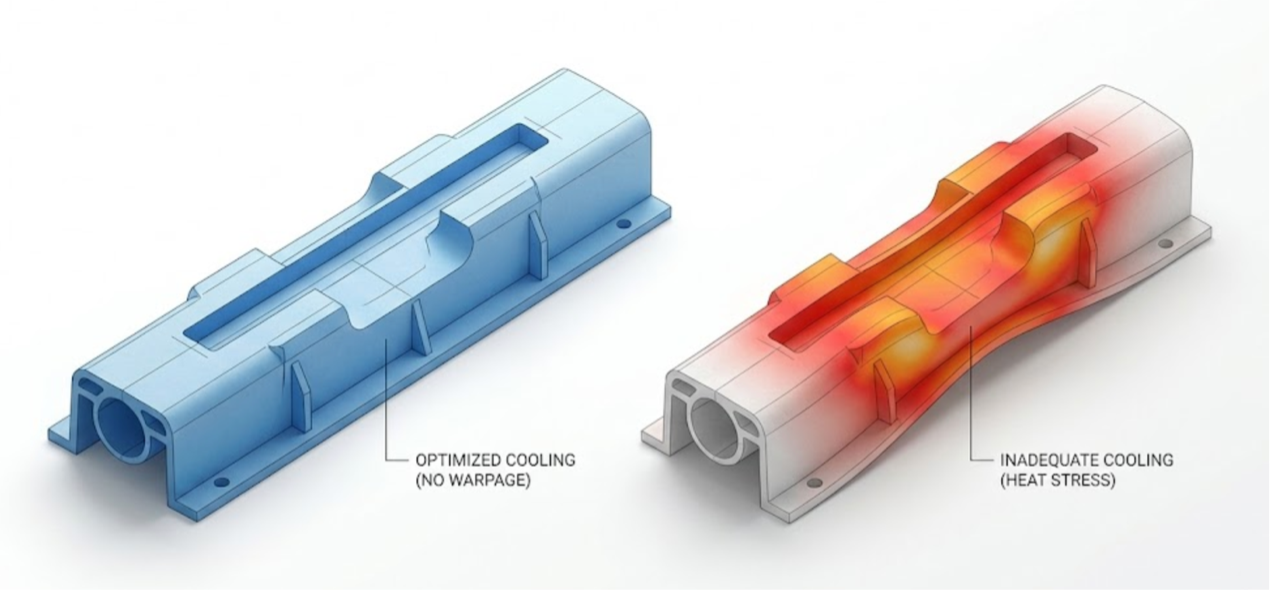
- Warpage and Shrinkage: When a part cools unevenly—perhaps because one side of the mold is hotter than the other due to poor channel layout—it creates internal thermal residual stress. If this stress exceeds the structural strength of the plastic, the part will bow or twist the moment it is ejected.
- Sink Marks: These unsightly depressions usually occur in thicker areas like ribs or bosses. If these thick sections cool too slowly while the outer skin solidifies, the internal mass shrinks and pulls the surface inward, creating a sink mark.
Surface Finish and Crystallinity
For semi-crystalline plastics like Polypropylene (PP) or Nylon (PA), the cooling rate dictates the material’s microstructure.
- Slow Cooling: Allows polymer chains to align perfectly, resulting in higher crystallinity. This generally increases stiffness and hardness but causes higher shrinkage.
- Fast Cooling: Results in smaller spherulites (crystal structures) and lower crystallinity, often leading to better ductility.
We adjust mold temperatures to balance these properties. While a hotter mold (slower cooling) might produce a better surface gloss, it extends the cycle time. Our goal is to find the "sweet spot" that meets your cosmetic requirements without killing efficiency.
Advanced Injection Molding Cooling Techniques
To tackle complex geometries, we employ different strategies for mold cooling channels depending on the project's budget and technical requirements.
1. Standard Lines (Conventional Cooling)
For simple, flat geometries, we use standard straight-line channels drilled directly into the mold plates. We often utilize baffles and bubblers to divert water into vertical areas, but these conventional designs have limitations. They often cannot reach deep into complex corners or thick sections, leading to "hot spots" where heat accumulates.
2. Conformal Cooling: The Game Changer
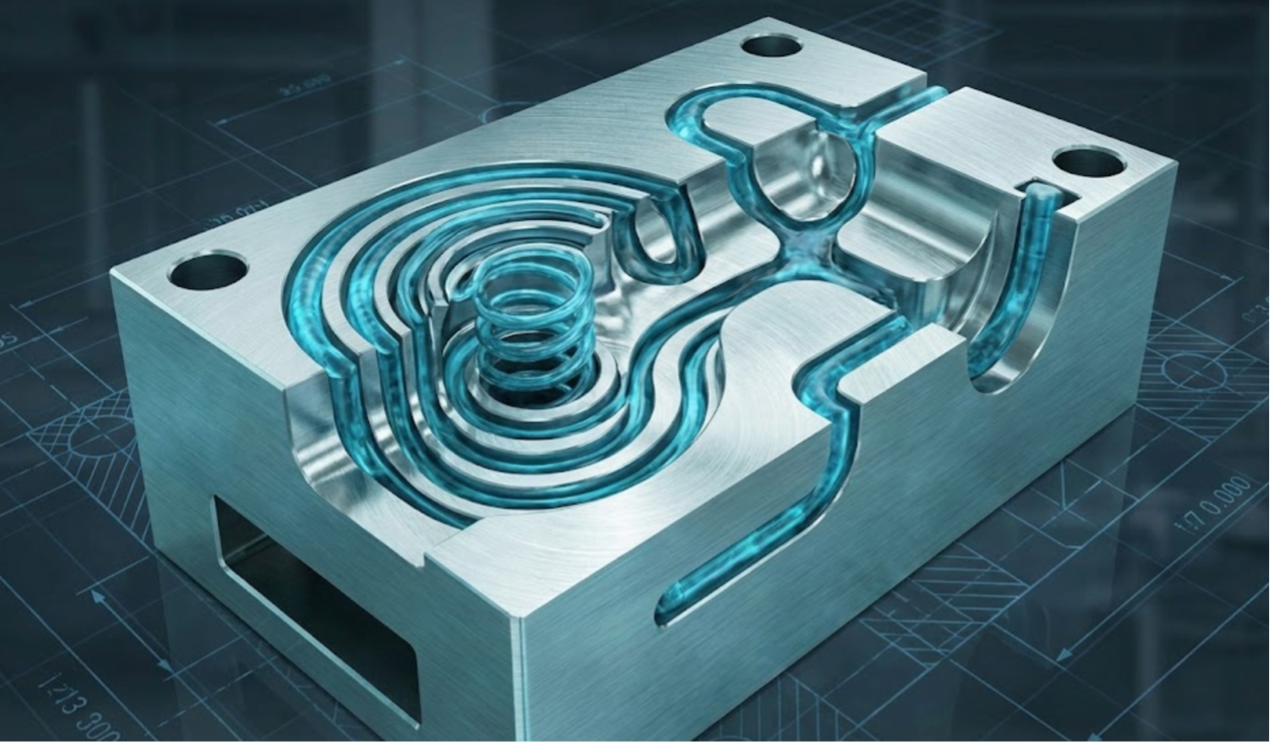
For complex parts where standard drilling hits a dead end, we utilize conformal cooling. Unlike straight drilled holes, conformal channels curve and twist to follow the exact 3D contour of the part, much like the cooling coils in a radiator.
By keeping the cooling channel at a consistent distance from the cavity surface, we ensure uniform heat dissipation.
- Technology: We utilize advanced manufacturing methods, such as Direct Metal Laser Sintering (DMLS) or specialized machining, to create these complex inserts.
- Results: Data indicates that conformal cooling can reduce cycle times by 40% to 70% while significantly reducing the risk of warpage.
At HordRT, we specialize in rapid tooling that can incorporate these advanced inserts to solve difficult thermal challenges.
HordRT’s Engineering Approach: Simulate Before We Cut
In the past, molders relied on "trial and error"—building a tool, running it, finding a hot spot, and then trying to fix it. That is too slow and too expensive for modern manufacturing.
1. Simulation Drives Design
At HordRT, we simulate before we cut steel. Our engineers utilize advanced mold flow analysis software to predict exactly how the molten plastic will fill and cool within the cavity. This simulation allows us to visualize temperature distribution and identify potential hot spots or warpage risks before the mold is manufactured.
2. Reducing T1 (Trial 1) Time
By validating the cooling system design digitally, we drastically reduce the need for physical modifications after the first trial (T1). This precision engineering is a key reason why we can deliver production parts in as fast as 7 to 15 days. We replace guesswork with data, ensuring your parts are right the first time.
Conclusion
Optimizing the injection molding cycle isn't just about cranking up the machine speed—it is about mastering the science of heat transfer. The formula is simple: Optimized Cooling = Faster Production + Lower Unit Costs + Superior Part Quality.
Whether you are producing a simple housing or a complex automotive component, the cooling strategy will define your project's success. Don't let poor thermal management warp your bottom line.
Ready to optimize your next project? Contact HordRT today. Submit your design for a free DFM (Design for Manufacturability) analysis, and let our engineers show you how we can improve your part quality and reduce your cycle time.