Johnny Xiong
Rapid Tooling Expert
Contents
Gas-assisted injection molding (GAIM) is a specialized plastic processing technique used to produce parts that are lighter, warp-resistant, and have higher aesthetic quality than those produced by conventional injection molding. By injecting an inert gas (most commonly nitrogen ) into a molten polymer within the mold cavity, manufacturers create hollow or partially hollow sections that reduce material use, reduce sink marks and internal stress, and speed up cycle times. This article explains the technology in detail: core principles, process steps, equipment, design guidelines, materials, process control, common defects and troubleshooting, typical applications, cost and sustainability considerations, and quality testing.

1. Basic principle
At its heart, GAIM replaces portions of the traditionally solid plastic section with a gas-filled channel. The process typically follows these steps:
- Melt injection (partial fill): Molten polymer is injected into the mold to partially fill the cavity and form a solid skin against the mold walls.
- Gas injection:After the plastic front reaches a predetermined position (or when a certain volume / pressure has been reached), an inert gas is injected through the melt (via specialized gas-injection nozzles or the injection unit) at controlled pressure and flow. The gas displaces the molten core, creating a hollow channel (or multiple channels) within the part.
- Cooling & pack/hold:The outer skin against the mold cools and solidifies; internal gas pressure is maintained to keep the hollow channel until the polymer has sufficient strength.
- Gas venting and ejection:After cooling, gas is released (vented) and the part is ejected.
Because the gas pushes outwards from the interior, it levels the melt, reduces internal stresses, and produces smoother, sink-mark-free surfaces. The exact process timing, gas pressure, and gas volume are critical to obtaining the intended hollow geometry and part performance.
2. Equipment and hardware
GAIM requires some specific equipment beyond a standard injection molding setup:
- Gas supply system: A high-pressure inert gas source (typically nitrogen). Onsite nitrogen generators or bottled nitrogen are common.
- Gas booster / compressor and pressure control:This raises and regulates the gas to the required injection pressure (often from tens to a few hundred bar depending on part size and polymer viscosity).
- Gas injection unit / valve system: Mounted on the mold or the injection machine, it incorporates specialized valves and tubing to deliver gas into the melt.
- Mold with gas channels / nozzles:Molds are designed or adapted with gas-injection points (nozzles or gas gates), return channels (if needed), and venting to allow gas escape and prevent trapped air pockets.
- Control system:Precise timing and pressure control are essential; machine controls must synchronize melt injection, gas injection, holding time, and venting.
- Safety equipment: High-pressure gas handing requires safety measures (pressure relief, sensors, and appropriate training).
There are two main equipment approaches: mold-mounted gas injection (gas enters via ports in the mold) and unit-mounted gas injection (gas introduced through the machine nozzle). Mold-mounted systems often allow multi-zone control and more precise channel placement.
3.Materials suited for GAIM
Not every polymer behaves the same under gas injection. Polymers that are commonly used with GAIM include:
- Polypropylene (PP) — excellent flowability, often used for housings and large parts.
- Polyethylene (PE)— used for certain containers and panels.
- Acrylonitrile butadiene styrene ( ABS) — used for aesthetic parts where surface finish matters.
- Polycarbonate (PC) — used with care (high melt strength and temperature tolerance required).
- Nylon (PA) — used for structural parts but requires moisture control.
- Blends and filled materials— some glass-filled or mineral-filled grades can be gas-assisted, but fillers affect melt low and gas channel formation.
Key material attributes for success: good flowability at processing temperatures, adequate melt strength to maintain the hollow geometry while cooling, and predictable shrinkage behavior. Highly viscous, very brittle, or heavily filled materials can make hollow channel formation uneven or cause channel blockage.
4. Design considerations
Designing for GAIM is both an art and an engineering exercise. Important design aspects include:
Part geometry
- Wall thickness: GAIM allows thicker parts to be produced without sink marks by replacing the core with gas. However, there still must be a uniform outer skin thickness (usually thin skin, e.g., 1-3 mm, depending on polymer).
- Channel path planning: The gas channel should follow the part’s thickest sections and avoid being too close to edges or ribs where it could cause thinning or weak spots.
- Gate location: Gate placement is critical to ensure a controlled melt front and predictable gas penetration. Gates are typically positioned so the melt reaches the extremes before gas injection, or such that the gas path travels through targeted thick zones.
- Ribs and bosses: Ribs can be hollowed with GAIM, but bosses and inserts may require solid cores or special venting to avoid channeling through functional features.
- Aesthetic surfaces: Since the gas does not reach the mold face, visible surfaces maintain glossy, sink-free finishes.
Mold design
- Gas injection points: Must be carefully positioned — often at multiple points for large parts to ensure even channel formation.
- Venting: Proper vents avoid air entrapment that can interfere with gas displacement.
- Channel termination features:Designers sometimes include “stop” features or choke sections to control gas flow and terminate the gas channel at desired locations.
- Insert compatibility: Inserts such as metal threads or PCBs must be considered; gas could blow past inserts if not properly staged.
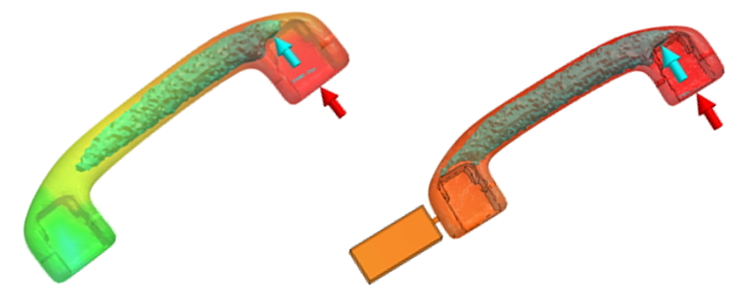
Structural implications
- Load paths: Hollow sections change stress distribution — finite element analysis (FEA) should be used to validate the design.
- Sealing and pressure resistance:Parts that must hold fluids or withstand internal pressure may require solid cores or reinforcement in critical areas.
5. Process parameters and control
Critical variables in GAIM include:
- Melt fill volume / position: Decide when to switch from melt injection to gas injection. This is done wither by shot size (volume) or by position sensing (e.g., cavity pressure sensors).
- Gas pressure and flow rate: Higher gas pressure offers faster displacement but risks blowing through thin skins; lower pressure may not fully form the desired hollow.
- Gas timing: The delay between melt injection and gas injection affects the skin thickness and gas penetration depth.
- Holding time and gas dwell:Gas must be maintained until the polymer skin has solidified enough to support the hollow. Too early venting collapses channels; too late increases cycle time.
- Cooling time: Hollow sections cool faster due to air pockets but still require careful cooling control to avoid warpage.
- Gas venting strategy: Controlled venting avoids snapping or surface blemishes.
Modern GAIM systems commonly use closed-loop controls with cavity pressure sensors and temperature feedback to maintain consistent results across cycles.
6. Advantages of gas-assisted injection molding
Material savings: Hollowing thick sections reduces polymer usage — significant cost savings on large parts.
Reduced sink marks and warpage: Internal gas pressure supports outer skin formation and reduces internal stresses.
Improved surface finish: Smooth, glossy surfaces without visible sink marks are easier to achieve.
Lighter parts: Hollow sections reduce weight — important in automotive and consumer applications.
Shorter cycle times: Gas accelerates packing and reduces the need for long hold times in many cases.
Design freedom: Thicker, complex parts which would otherwise sink or warp can be produced economically.
7. Limitations and disadvantages
- Upfront mold cost: Molds require gas ports, special valves, and more complex design — higher initial investment.
- Process complexity: More variables to control (gas pressure, timing) increases setup and validation complexity.
- Not suitable for all geometries / materials: Very thin parts or highly filled materials may not form proper gas channels.
- Maintenance and safety: High-pressure gas systems require maintenance and robust safety practices.
- Potential structural weaknesses: Hollow regions must be accounted for in mechanical designs — may require reinforcement.
8. Common defects and troubleshooting
Gas channel walling or blockage
Cause: Melt solidification in the gas path or high filler content.
Fix: Increase gas pressure or temperature; adjust timing to inject gas earlier; use a different polymer grade.
Blow-through or skin rupture
Cause: Excessive gas pressure or thin skin.
Fix: Reduce gas pressure or flow rate; increase initial skin thickness by delaying gas injection.
Uneven hollow formation
Cause: Poor gate placement, unequal melt temperature, or multi-point gas control lacking.
Fix: Re-design gate locations; add multiple gas injection points; improve temperature uniformity.
Surface blemishes / gas marks
Cause: Gas venting too abruptly or gas reaching the surface.
Fix: Adjust venting timing; ensure gas channels terminate before the visible surface; fine-tune gas pressure.
Warpage and dimensional variation
Cause: Improper cooling balance or inconsistent gas dwell.
Fix: Optimize cooling channel design; use closed-loop process control for gas and melt parameters.
9. Applications & industries
GAIM is used across multiple sectors:
Automotive: Large interior trim panels, instrument panels, bumper cores, door panels — where weight reduction and aesthetics matter.
Appliance housings: Washing machine and refrigerator parts with thick sections.
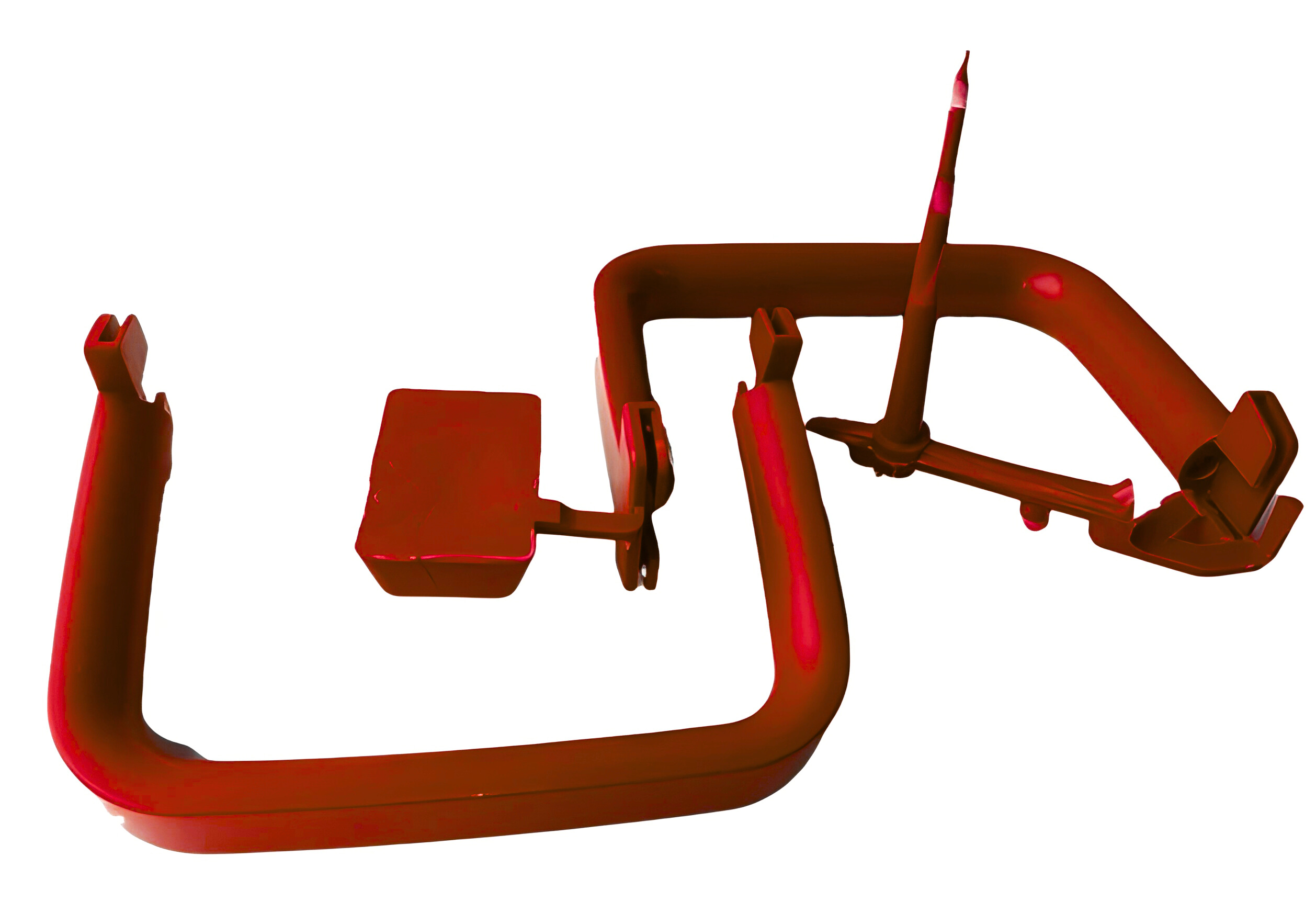
Furniture & consumer goods: Lightweight, hollow components such as handles, frames.
Sporting goods: Lightweight structures where stiffness/weight balance is critical.
Industrial equipment: Large housing and covers where sink avoidance and material savings reduce cost.
Case-by-case, GAIM is selected for parts that have thick sections, need improved surface quality, and can benefit from weight reduction.
10. Quality control and testing
To ensure GAIM parts meet specifications, manufacturers typically perform:
Dimensional inspection: Use CMMs to measure critical features; hollow areas require cross-section verification.
Non-destructive testing: X-ray or CT scanning is useful to inspect internal gas channels and detect voids or incomplete channels.
Mechanical testing: Tensile, flexural, and impact testing to validate that hollowed parts meet strength requirements.
Leak testing (If applicable): For parts that must be sealed, pressure or vacuum tests confirm integrity.
Process capability studies: SPC on key variables — cavity pressure, gas pressure, and cycle times — to confirm process stability.
Using sensors in the mold (pressure, temperature) and data logging enables toot-cause analysis when variations occur.
11. Sustainability and cost analysis
GAIM often reduces material consumption and part weight — both of which lower environmental impact over part life. Less plastic used equals lower raw material cost and lighter shipping weights. Shorter cycles improve throughput, reducing energy per part. However, initial mold and gas-system costs are higher, ROI analysis usually considers;
- Material cost savings per part
- Cycle time reduction and increased throughput
- Tooling amortization over projected volumes
- Energy and maintenance costs (including nitrogen generation)
- End-of-life recyclability (hollow parts are typically monomaterial and recyclable, but any additives or inserts may affect recycling)
High-volume parts with thick sections see the quickest payback.
12. Best practices for implementation
- Run design for manufacturability ( DFM) early:Involve process engineers during part concept to optimize gate locations and hollow paths.
- Prototype and simulation: Use mold-flow and gas-flow simulation tools to predict gas channels and avoid trial-and-error at high cost.
- Start with conservative parameters:Gradually optimize gas pressure/timing while monitoring cavity pressure and part structure.
- Invest in instrumentation: Cavity sensors, gas flow meters, and automated controls reduce variation and speed up process stabilization.
- Train personnel: Handling high-pressure gas systems safely and diagnosing GAIM defects requires trained technicians.
- Plan molds for maintainability:Easy access to gas valves and lines reduces downtime.
13. Trends and innovations
While the fundamental physics of GAIM are stable, industry advances continue in areas such as:
- Integrated mold sensors and Industry 4.0 connectivityfor closed-loop control and predictive maintenance.
- Advanced simulation that couples polymer rheology with gas dynamics for more accurate part predictions.
- Hybrid techniques combining GAIM with structural foam or co-injection to tailor properties.
- Improved gas generation technologies(on-site nitrogen generation) reducing operating cost and improving safety.
- Design automation tools that automatically propose gas flow paths and gate placements from CAD models.
Manufacturers who combine simulation, process control, and modern mold design get the best cycle times and part quality.
Conclusion
Gas-assisted injection molding is a mature, powerful process for producing better-looking, lighter, and often less expensive plastic parts — especially where thick sections or cosmetic surfaces are required. It’s not a one-size-fits-all solution: success depends on careful materials selection, thoughtful part and mold design, precise process control, and the right investment in equipment. For high-volume industrial, automotive, and consumer applications where the technical constraints fit, GAIM can deliver differentiating advantages in both performance and cost.
About HordRT
HordRT is a leading provider of custom manufacturing solutions, specializing in advanced injection molding technologies. With extensive expertise in gas-assisted injection molding (GAIM), we help our clients optimize part design, enhance structural integrity, and achieve significant material and cost savings. Our state-of-the-art facilities, coupled with rigorous quality control and a commitment to innovation, ensure that we deliver high-performance, precision-engineered components tailored to meet the demanding requirements of industries such as automotive, consumer goods, and industrial equipment. Partner with HordRT to leverage our technical excellence and turn your complex design challenges into production successes.