Polyether ether ketone (PEEK) is a high-performance engineering thermoplastic known for its exceptional mechanical properties, chemical resistance, and thermal stability. It is widely used in industries such as aerospace, automotive, medical, and electronics. However, molding peek presents unique challenges due to its high melting temperature and viscosity. Here are five critical factors to consider when molding peek to ensure optimal performance and quality.

- Material Preparation
Proper material preparation is essential for successful PEEK molding. PEEK is highly sensitive to moisture, and even small amounts of water can casue defects such as voids, surface blemishes, and reduced mechanical properties. Therefore, PEEK pellets must be thoroughly dried before molding. Typically, the drying process involves heating the pellets at 150℃ (302°F)for 3 to 4 hours in a desiccant dryer. Ensuring the material is dry will help achieve a high-quality Final product. - Processing Temperature
PEEK requires high processing temperatures due to its high melting point, which is around 343℃ (649°F). The molding process typically involves maintaining barrel temperatures between 360℃ and 400℃(680°F and 752°F). Additionally, the mold temperature should be controlled between 160℃ and 200℃ (320°F and 392°F)to ensure proper flow and crystallization. Precise temperature control is crucial to avoid degradation and ensure the material fills the mold correctly. Injection Pressure and Speed
PEEK's high viscosity means that high injection pressures are necessary to ensure the material flows into the mold and fills alll the intricate details. Typically, injection pressures range from 100 to 200 MPa (14,500 to 29,000 psi). injection speed also plays a significant role in the molding process. A higher injection speed can help reduce the material's exposure to high temperatures, minimizing the risk of degradation. However, it is essential to balance speed and pressure to prevent issues like flashing, warping, or incomplete filling.- Mold Design and Venting
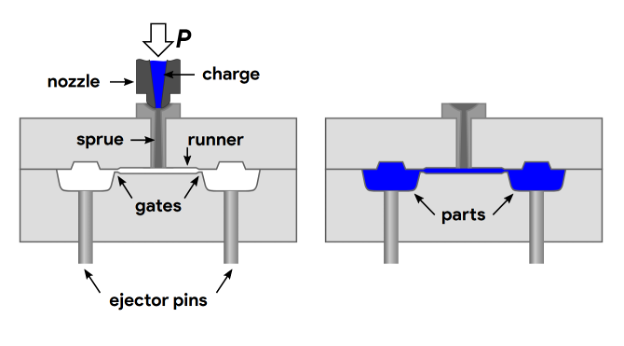
Designing the mold correctly is vital for PEEK molding. The mold should be designed to handle high temperatures and pressures. Proper venting is crucial to allow gases and trapped air to escape, preventing defects such as burn marks and voids. Vents should be strategically placed to ensure efficient gas evacuation without compromising the molded part's integrity. Additionally, the mold should have adequate cooling channels to control the cooling rate and ensure uniform crystallization, which affects the final product's mechanical properties and dimensional stability. - Post-Molding Processes
After the molding process, PEEK parts often require post-molding processes to enhance their properties and achieve the desired final specifications. Annealing is a common post-molding process for PEEK, involving heating the molded part to a specific temperature below its melting point and holding it for a period before cooling. This process relieves internal stresses, improves dimensional stability, and enhances mechanical properties. Machining, surface treatment, and other secondary operations may also be necessary, depending on the application's requirements. - Flow Characteristics
Understanding the flow characteristics of PEEK is crucial for effective molding. PEEK has a relatively high viscosity compared to other other thermoplastics, which affects its flow behavior in the mold. To ensure proper flow and complete filling of the mold, it's important to optimize the melt flow rate (MFR). The MFR is influenced by factors such as temperature, injection speed, and pressure. Simulations and rheological studies can help in predicting flow behavior and making necessary adjustments to the molding process. - Gate Design
The design and placement of gates in the mold are critical for ensuring the smooth flow of PEEK into the mold cavity. Gates should be positioned to minimize flow distance and reduce the risk of weld lines and flow marks. The gate size must be optimized to balance the injection pressure and the filling speed. A larger gate may help in reducing pressure but could leave a larger gate vestige, which may require post-processing. Proper gate design helps achieve uniform filling and reduce the riske of defects.

Conclusion
In conclusion, molding PEEK requires meticulous attention to several critical factors to ensure the production of high-quality components. Proper material preparation, particularly thorough drying of PEEK pellets, is essential to prevent moisture-induced defects. The high melting point of PEEK necessitates precise control of processing temperatures, both in the barrel and mold, to avoid degradation and ensure proper material flow and crystallization. High injection pressures and carefully balanced injection speeds are crucial due to PEEK's high viscosity. Mold design must accommodate high temperatures and pressures, with effective venting and cooling channels to prevent defects and ensure uniform crystallization. PPost-molding processes, such as annealing, enhance the final properties and dimensional stability of PEEK parts. Additionally, understanding flow characteristics and optimizing gate design is vital for achieving uniform filling and minimizing defects. By considering these factors, manufacturers can effectively mold PEEK to meet the stringent demands of various high-performance applications.