

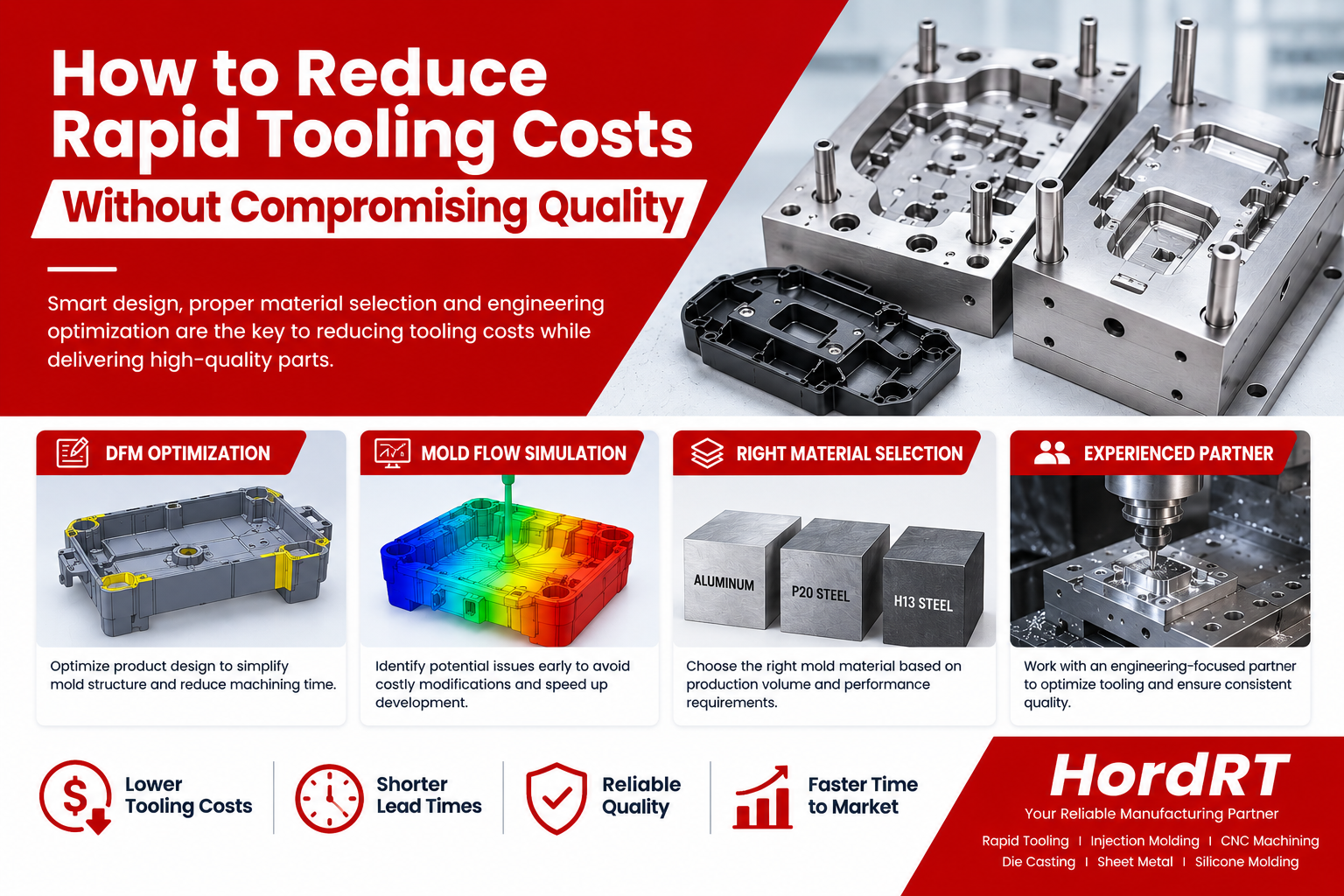
This article explores the major factors influencing rapid tooling costs and presents practical strategies to reduce expenses without sacrificing quality. Whether you're developing prototypes, validating new products, or preparing for low-volume production, these best practices will help you maximize your tooling investment and shorten time to market.
Master PC injection molding: from optical clarity and heat resistance to drying specs, melt processing windows, and mold design for defect-free parts.
Stop chasing flash and short shots. Learn how to diagnose flash root causes by pattern—tooling, press, or process—and apply permanent fixes that hold.